首页
常州钣金加工
金坛钣金加工
新北钣金加工厂
丹阳钣金加工
常州钣金加工厂
溧阳钣金加工
武进钣金加工
常州冲压加工
丹阳冲压加工
金坛冲压加工
常州冲压加工厂
常州激光切割加工
丹阳激光切割加工
金坛激光切割加工
常州激光切割加工厂
常州焊接加工
常州焊接加工厂
新北区焊接加工
金坛焊接加工
常州折弯加工厂
常州喷涂加工
常州不锈钢加工
抛光加工
首页
常州钣金加工
常州钣金加工
常州钣金加工
常州钣金加工
常州钣金加工
常州钣金加工
常州钣金加工
常州冲压加工
常州冲压加工
常州冲压加工
常州冲压加工
常州激光切割加工
常州激光切割加工
常州激光切割加工
常州激光切割加工
常州焊接加工
常州焊接加工
常州焊接加工
常州焊接加工
常州折弯加工厂
常州折弯加工厂
常州不锈钢加工
抛光加工
选型机
常州选型机,金刚石选型机,氧化锆珠分选机,选球机
常州选球机
2024-02-04
常州灯具冲压钣金加工厂
灯具冲压钣金加工厂是一种专门生产灯具的工厂。它们通常使用冲压和钣金加工技术来制造各种类型的灯具,包括吊灯、壁灯、台灯、落地灯和其他类型的照明设备。这些工厂通常使用先进的设备和技
常州钣金加工厂
2023-06-01
104
浏览
常州钣金件厂家
常州钣金厂作为一种重要的加工工艺,钣金加工在现代工业中被广泛应用。本文将从什么是钣金加工、钣金加工的流程、钣金加工的应用和优势等方面进行详细介绍。一、什么是钣金加工?钣金加工是
常州钣金加工厂
2023-05-15
126
浏览
常州市钣金加工
近年来,随着智能制造、定制化、轻量化、新能源等产业的快速发展,钣金加工行业市场需求量不断增加,成为制造业中的重要组成部分。以下是钣金加工行业市场前景和发展趋势方面的分析:1.市
常州钣金加工厂
2023-05-11
135
浏览
钣金加工
钣金加工是指利用金属板、金属管的切削、弯折、冲压、铆接,或者采用等离子束焊接等多种方法,加工出一件件规则、精确的金属零件。钣金加工有着非常广泛的应用领域,其中包括机械制造、电子
常州钣金加工厂
2023-02-18
176
浏览
横林钣金加工
钣金加工是一种金属制品加工方式,它把不同外形尺寸的金属板材经过切削,冲压,冷热冲压,冷弯等工序,加工成各种不同外形尺寸的金属零件。它是汽车,家电,电子产品等金属结构件制作的必要
常州钣金加工厂
2023-02-17
157
浏览
村田机械给折弯操作人员提供有力支持!
为了提高生产效率的自动化,减少操作人员的作业负担,村田机械推出了折弯机自动换模装置TT32。是村田机械提供的折弯机技术工艺的又一创新。自动换模装置TT32可大幅缩短模具准备时间
常州钣金加工厂
2023-02-15
159
浏览
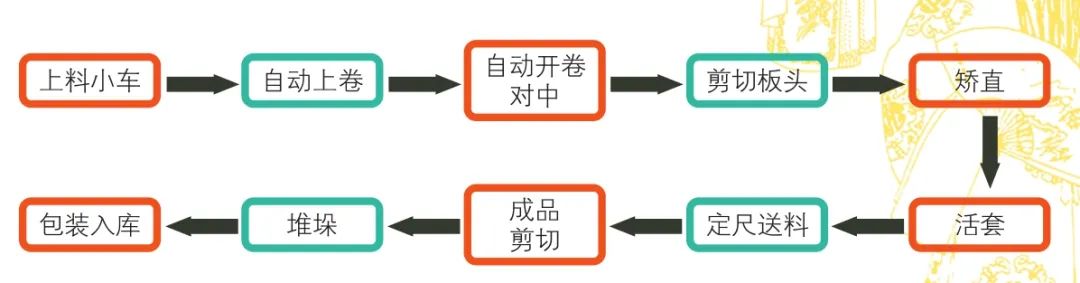
开卷线工艺
开卷线用于将不同规格的卷材经开卷、整平、定尺,加工成不同规格板材,分类堆放整齐。对于大量使用不同规格板材的企业,能够显著地增加产量,降低成本,保证质量,提高生产效率,是现代企业
常州钣金加工厂
2023-02-03
155
浏览
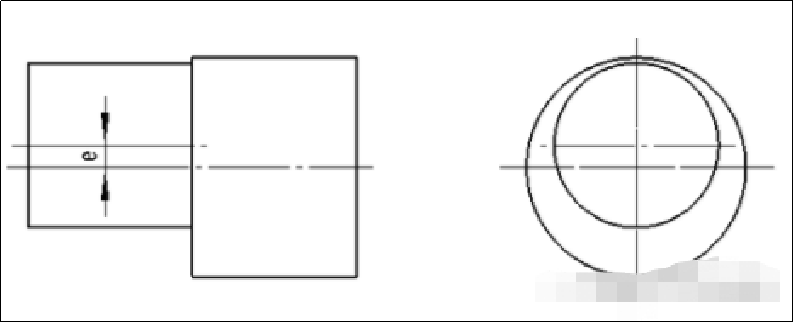
数控车偏心类零件计算
传在动机构中,一般常用偏心工件或曲轴等偏心件来完成回转运动与往复运动相互转换的功能,因此偏心件在机械传动中应用的十分广泛。偏心件加工工艺水平的高低(特别是大型偏心工件)可以反映
常州钣金加工厂
2023-01-30
144
浏览
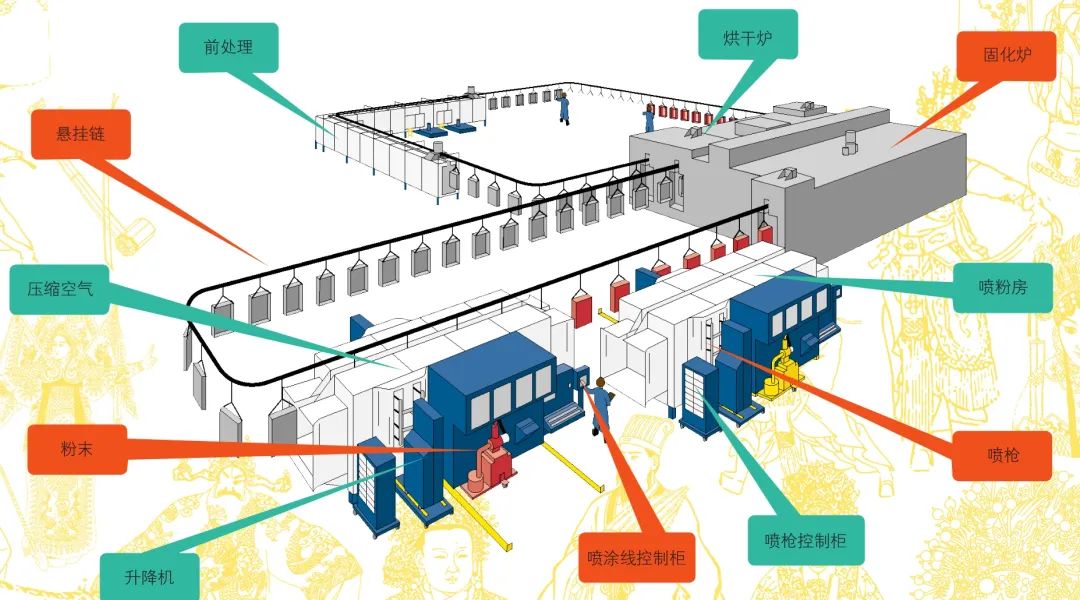
常州空调钣金喷涂
目前,空调外机钣金件的喷涂自动化作业已经屡见不鲜,然而在自动化线体的推广过程中,几乎以简单的重复为主,在原有基础上的突破升级较为匮乏。随着精益生产思想的不断渗透,各相关行业在生
武进钣金加工
2023-01-19
186
浏览
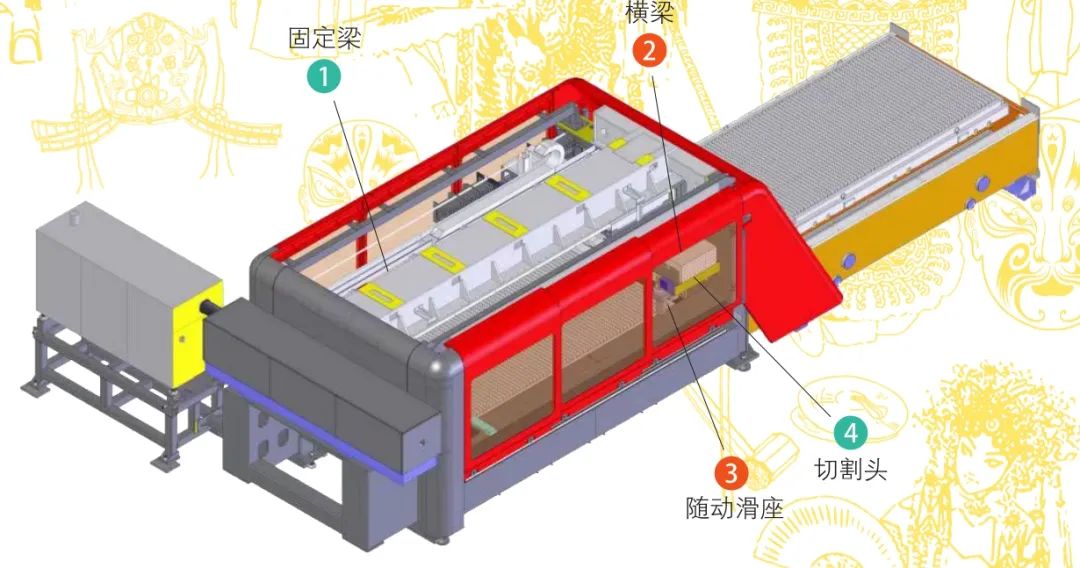
激光切割加工
数控激光切割机是用激光作为工具(刀具)对工件进行切割加工的机床。激光切割机的发展与激光器技术有关,激光器从最初的YAG(固体激光器)、CO2(二氧化碳激光器)再到现在主流的光纤
常州激光切割加工厂
2023-01-18
217
浏览
轻量化技术和材料在汽车工程中的应用
结构轻量化的技术路径01结构优化技术结构优化技术是指在原经验设计的基础上,利用计算机辅助工程(ComputerAidedEngineering,CAE)的方法,对材料的承载状态
常州钣金加工厂
2022-12-19
153
浏览
机械制造
常州机械制造机械制造中所用的刀具、量具、模具等,都应具备足够的硬度,才能保证使用性能和寿命,今天小编就和您聊一聊「硬度」相关的话题。硬度是衡量材料抵抗局部变形,特别是塑性变形、
常州钣金加工厂
2022-12-16
219
浏览
常州钣金加工公司
交叉:在机床最大负荷下,在大多数加工情况下,选择尽可能大的刀具,尽可能大的进给,尽可能快的进给,在相同刀具的情况下,进给量成反比的饲料。一般来说,机床的负载不是问题。刀具选择的
常州钣金加工厂
2022-12-07
195
浏览
钣金加工厂
什么要素会影响常州钣金加工的质量?老一批的钣金加工工程师喜爱用AutoCAD作为钣金机箱机柜钣金零件产品模型的规划软件,并且引入参数化技能,特征具有参数化的性质,其特征以参数的
常州钣金加工厂
2022-11-28
200
浏览
金属外壳
钣金加工是较为常见的金属制品加工的一种方法,伴随社会经济的迅速发展,钣金加工在各行各业的应用也变得更加普遍。接下来小编关键和大家分享的是钣金加工时有哪些因素需要注意。探析钣金加
常州钣金加工厂
2022-11-28
211
浏览